硬质合金粉末料的制备是硬质合金生产过程的一道关键工序,其中粉末料的干燥效果直接影响着粉末料的质量。传统工艺采用蒸汽干燥去除湿磨介质,干燥时间长,干燥温度高,操作者劳动强度大,湿磨介质回收率低,并且使用该工艺生产的粉末料氧含量偏高,物料容易脏化。近年来,在大批量的生产中所采用的喷雾干燥工艺日益显示了强大的优势,其先进的生产工艺及优异的质量固然为生产者所钟爱,但其昂贵的生产成本及庞大设备对厂房、场地的特殊要求又使其应用具有一定的局限性。
硬质合金粉末溶剂包覆烘干专用单锥
真空干燥机 工作原理
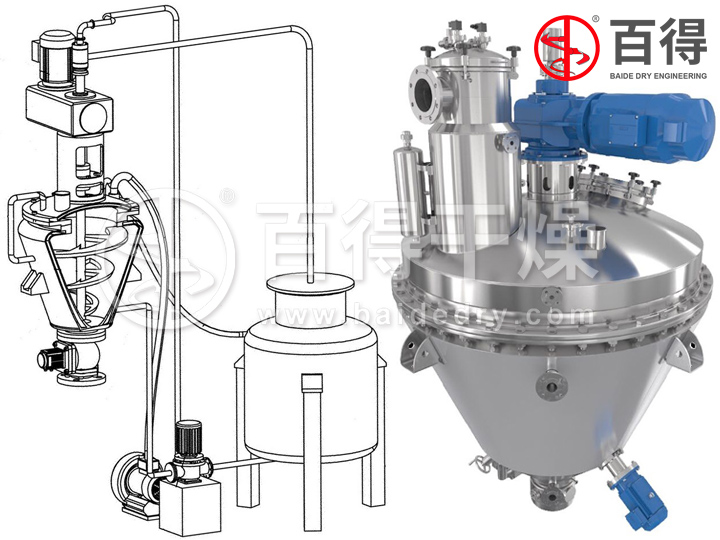
硬质合金粉末溶剂包覆烘干专用单锥真空干燥机包括溶剂包覆系统、干燥系统、真空冷凝回收系统、脉冲真空装置、控制系统。作为硬质合金冶炼前工艺的关键设备,单锥真空干燥机消除了合金铁粉包覆烘干过程中出现大颗粒团聚现象,降低了硬质合金冶炼过程中氧化的倾向,促进了磁性材料的烧结质量,提高了成品的综合性能。
单锥真空干燥机的工作过程为批次操作,湿物料进入料仓后,利用夹套、搅拌加热进行干燥。本设备高真空设计对干燥温度敏感的硬质合金粉末来说优势^明显,并具有良好的热传导能力、快速干燥,同时、又兼具低耗能的特点。与干燥机直接相连的过滤器能够将尘粒保留在加工区域内,本机采用充气密封半球阀,卸料彻底、便捷,出色的真空、耐压密封性能, 无死角、易清洁设计,性能稳定、使用寿命长,从而保证毫无损失地继续加工产品。
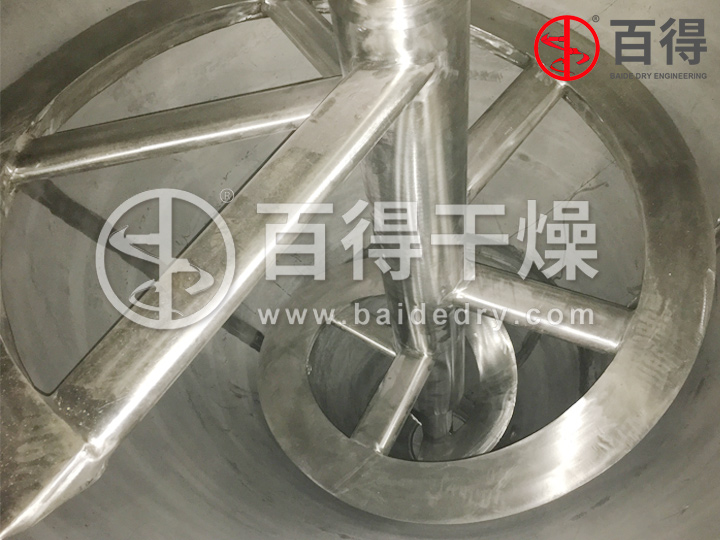
单锥真空干燥机装载硬质合金粉末后,电机减速机驱动内加热螺带搅拌器旋转,带动物料沿锥形桶壁旋转并自下而上提升,物料达到^高点后由于重力作用,自动流向漩涡中心回到筒体底部,从而实现自动混合之过程。同时物料在锥形筒体内被强制加热,使物料作全方位不规则往复运动时完成物料同螺带及筒壁的热交换,在真空状态下短时间内达到混合干燥的目的。
硬质合金粉末溶剂包覆烘干专用单锥真空干燥机 控制系统
(1) 主要控制参数
硬质合金粉末干燥工艺的主要控制参数为压力、温度和传热面积。通过在干燥过程中合理协调这三者的关系,可得到含湿量低、不成团且能满足随后工序要求的物料。因此控制好压力、温度、传热面积这三个参数,是整个控制系统的主要任务。整个控制系统又主要由温度控制系统、筒体转速调节系统和真空度控制系统所组成。
(2) 温度控制系统
温度检测采用Pt100铂电阻为检测元件,直接插入筒体内部以反映物料的真空温度。温度检测信号通过温度调节器控制热水进入阀门的开、闭来满足物料所要求的^佳温度。
(3) 内加热螺带搅拌主轴转速调节系统
内加热螺带搅拌主轴转速采用目前国际上较为先进的变频调节技术来控制,调节平稳,任意转速连续可调,而且节约能源。同时可较好地控制传热面积参数,防止物料的结块,达到粉末制粒的目的。
(4) 压力控制系统
采用多阀组合体来实现不同真空状态下不同工艺要求的真空度控制,这样加快了干燥速度,防止了物料制粒不均匀。整个逻辑动作采用PLC控制,严密有效地控制系统既保证了设备的先进性,又大大提高了设备运行的可靠性,从而有效地保证了产品的质量。
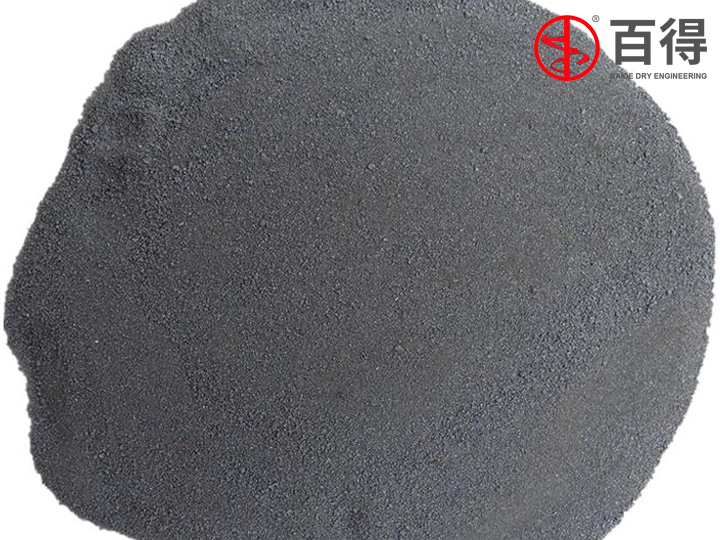
常州百得将单锥真空干燥机成功运用于硬质合金粉末溶剂包覆烘干,所需干燥温度较低,干燥时间较短,且酒精回收情况良好,产品物料的氧含量也较低,粒度较为均匀。经众多客户实际应用情况均表明,单锥真空干燥机的工作原理先进,控制系统可靠,可在保证产品质量的前提下,实现低成本、高效率运作。该设备在硬质合金中、小型企业的粉末料生产中具有显著特点和明显优势,故在硬质合金生产行业具有一定的市场竞争力。